Create:
June 21, 2024
Casting vs Forging
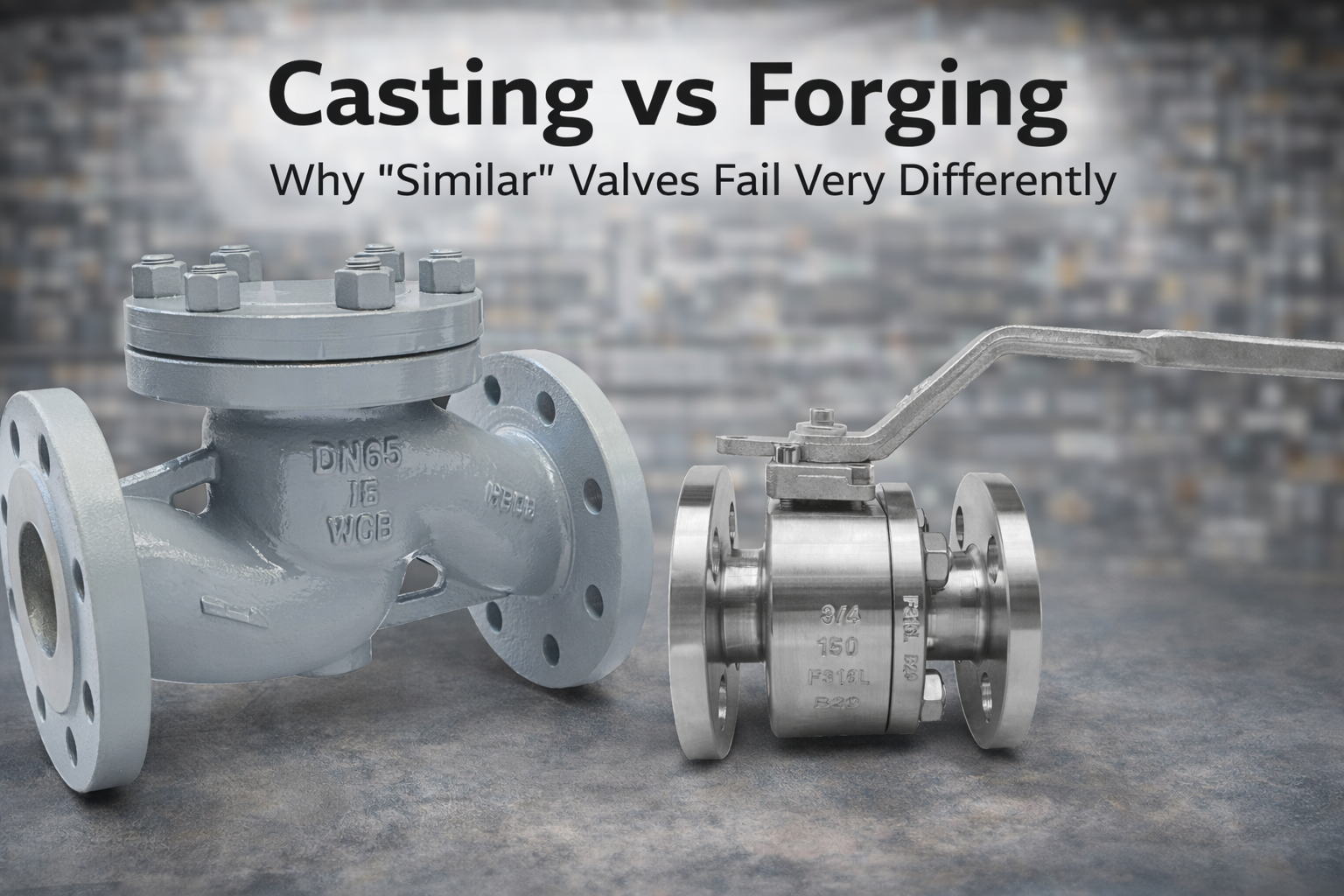
In many industrial projects, two valves may appear almost identical on paper.
Same pressure class. Same material grade. Similar wall thickness.
Yet in real operation, one valve may perform reliably for years, while the other develops leakage, cracking, or unexpected failure.
In many cases, the difference has little to do with sizing or calculations — and everything to do with how the valve body was manufactured.
This is why EPCs care deeply about the difference between casting and forging.
The Real Difference Is Not Strength
A common misunderstanding is that forged valves are chosen because they are “stronger” and cast valves are “weaker.”
That is not the real reason.
The fundamental difference between casting and forging is defect controllability and consistency, not nominal strength.
EPC engineers are not trying to eliminate all defects — that is impossible.
What they care about is whether defects are predictable, detectable, and acceptable under load.
Casting: Flexible Shapes, Inherent Internal Risk
Casting allows molten metal to be poured into complex molds, making it ideal for large or geometrically complex valve bodies. From a manufacturing standpoint, casting is efficient and economical.
However, the solidification process introduces unavoidable internal risks.
During cooling, gas can become trapped, metal shrinks unevenly, and non-metallic materials can be embedded inside the casting. These phenomena create internal voids, shrinkage zones, inclusions, and chemical segregation.
Most importantly, these defects are often invisible from the outside.
From an EPC perspective, the concern is not whether defects exist — but whether their size and location will interact dangerously with pressure loads and fatigue over time.
Why Internal Defects Matter in Pressure Valves
Pressure-retaining components operate under membrane stress and, in many services, cyclic loading. Internal defects act as stress concentrators.
Under sustained pressure or repeated cycles:
- Stress concentrates around internal voids
- Micro-cracks initiate internally
- Failure can occur suddenly, without visible warning
This is why EPCs are cautious with cast pressure boundaries, especially in high-risk or high-consequence services.
Why “Making It Thicker” Does Not Solve the Problem
A common response to casting concerns is increasing wall thickness.
Unfortunately, thickness does not eliminate internal defects.
Casting defects are volumetric — they exist inside the metal, not on the surface. Increasing thickness does not remove porosity or shrinkage. In fact, thicker castings often cool more slowly, which can increase the likelihood and size of shrinkage defects.
Additionally, thicker sections make internal inspection more difficult, not easier.
Thickness increases nominal section, but it does not improve internal integrity.
This is why EPCs do not accept added thickness as a substitute for quality control.
Forging: Consistency Through Process
Forging shapes metal in the solid state using compressive force. Instead of solidifying from liquid, the metal is plastically deformed and compacted.
This process produces a dense, continuous internal structure with grain flow aligned along load paths. Internal voids are minimized, and material behavior is far more consistent from part to part.
For EPCs, the key benefit of forging is not higher strength numbers — it is reduced uncertainty.
Forged components behave more predictably under pressure, temperature, and cyclic loading. Failure modes are easier to assess and less likely to be sudden.
How EPCs Actually Choose Between Casting and Forging
EPCs do not blindly reject cast valves, nor do they insist on forging everywhere.
Instead, they evaluate:
- Whether the component is part of the pressure boundary
- The consequence of failure
- Whether loads are static or cyclic
- Whether internal defects can be tolerated in that location
Forging is typically preferred where uncertainty must be minimized.
Casting is accepted where risk is lower — but only with proper controls.
Why NDT Is Mandatory for Cast Valves
This leads to a critical point often misunderstood by suppliers.
Non-destructive testing does not prove that a casting is perfect.
It confirms that defects are within acceptable limits.
Because internal defects are inherent to casting, EPCs require NDT to:
- Identify defect size and location
- Evaluate interaction with load paths
- Decide whether the risk is acceptable
Without NDT, internal integrity is unknown — and unknown risk is unacceptable in pressure equipment.
That is why, for cast pressure-retaining valves, NDT is not a “value-added option.”
It is a baseline requirement.
The Engineering Takeaway
Forging provides consistency through process.
Casting requires inspection and verification to control uncertainty.
Two valves can look identical on drawings and datasheets, yet behave very differently in service. The difference often lies deep inside the metal — where load paths meet manufacturing reality.
Understanding this is what separates brochure-level engineering from EPC-level engineering.
Latest news

Leadership Philosophy
February 14, 2025
Read more
Major Mission
December 25, 2024
Read more
Market Trends in the Valve Industry: Key Developments and Projections for the Next Five Years
December 26, 2024
Read more
Most Valve Failures Are Material Failures, Not Design Failures
December 29, 2025
Read more
The Six Main Types of Industrial Valves — and When to Use Them
December 30, 2025
Read more
Why Gate Valves Should Not Be Used for Throttling
December 30, 2025
Read more
Butterfly vs Gate Valves: Choosing the Right Valve for Large Pipelines
January 1, 2026
Read more
Why Valves Leak: The Real Reasons Behind a Common Industrial Problem
January 2, 2026
Read more
Soft Seat vs Metal Seat Valves: What Engineers Should Know
January 3, 2026
Read more
API, ASME, ISO: What Valve Standards Really Mean
January 4, 2026
Read more
Valve Selection Challenges in Oil & Gas Projects
January 5, 2026
Read moreCasting vs Forging
January 6, 2026
Read more
Valve Testing: What Tests Prove — and What They Don’t
January 8, 2026
Read more
10 Things Nobody Told You About Being a Web Designer
June 21, 2024
Read more
5 Web Design Blogs You Should Be Reading
June 21, 2024
Read more
7 Ways To Improve Website Usability And Accessibility
June 21, 2024
Read more
20 Myths About Web Design
June 28, 2024
Read more
Designers Who Changed the Web
June 21, 2024
Read more
The History Of Web Design
June 21, 2024
Read more
10 Great Examples of Responsive Websites
June 21, 2024
Read more
10 Quick Tips About Blogging
June 21, 2024
Read more
7 of the Best Examples of Beautiful Blog Design
June 21, 2024
Read more